SONOTRONIC GmbH
Becker-Goering-Strasse 17-25
76307 Karlsbad
德國
电话: +49 7248 9166-0
电子邮件: sales@sonotronic.de
超声波热定型
在最小范围内节能型的改善织物
与传统工艺相比,在超声波热定型 (UST)工艺 中使用超声波技术显着降低了能耗和尺寸以及对设备材料的使用。
SONOTRONIC 将高度发展的超声波技术投射到新的应用上,并开发了一种有效的热处理狭窄组织的工艺。 创新之处在于,直接在织物材料中通过使用超声波装置产生热定型所需的热量。
如何实现超声波热定型工艺?
超声波发生器将电源电压转换为高频高压并将其传输到换能器。 换能器将输入电压电致伸缩转换为相同频率的机械振动,并通过调幅杆(放大器)和焊头(焊接模具)将其引导到材料中。 通过吸收振动,在垂直引入机械振动时施加压力,让接合区域内发生边界表面的分子摩擦。 进而对热塑性材料,如:PA、PES、PP 和混纺织物制成的材料进行局部加热。
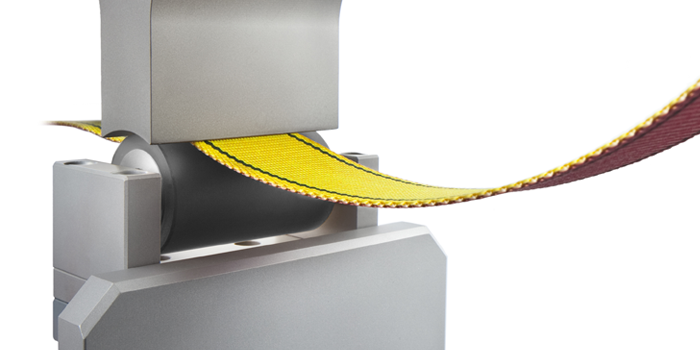
通过获得专利的超声波热固定技术,材料在能承受下压力的底模和超声波焊头之间被连续拉动。 材料从内到外在超声波振动所产生的热量下被直接带到所需的温度。
超声波还会在材料中产生压延效应。 超声波单元上游和下游的协调驱动器传输材料并在皮带中产生任何必要的张力,保持了材料的特定收缩或拉伸。

超声波热定型设备的结构示意图
超声波技术无需预热
超声波热固性的特别之处在于它的灵活性:由于采用直接的超声波工作方式,系统非常迅速地达到最高温度和最高速度,这意味着机器可以随时停止和启动。 消除了长时间预热和相关的有效能量损失。 总而言之,与传统方法相比,超声波热定型中的能量使用减少了高达 90%,因为超声波对材料具有非常强烈的影响:所需的热量在几分之一秒内产生。
因此,在热定形过程中,设备中只有几米的材料,所以设备本身的设计变得更小、更紧凑,完全符合处理小批量的材料加工。与产品相关的参数可以存储在控制器中并随时调用。
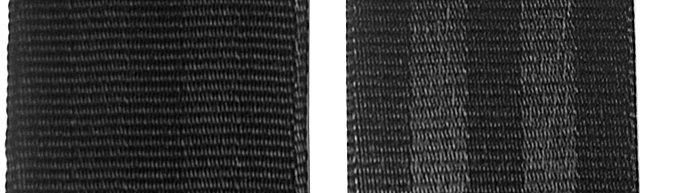
示例:未经处理的胶带(左)和超声波热定型处理后的胶带(右)
技术优势
- 节能高达 90%
- 紧凑型的设计
- 热定型和超声波压延
- 精确控制材料宽度
- 新颖的技术,不一样的可能性
- 灵活应对市场需求
- 更有效的处理少量材料
- 设备可快速启动和关停,几乎没有材料损失
- 最高运行速度超过 100 m/min
应用范围
- 热定形、拉伸和收缩:
- 丝带、纱线、麻绳、绳索和绳索
- PA、PES、PP、棉、芳纶、Dyneema®
- 混纺面料